 为和 攻略大全 2025-09-27 05:22:51 234 0
为和 攻略大全 2025-09-27 05:22:51 234 0 看你的钻头是几片的还有制冷是否跟得上和材质的软硬,还有主要跟你用哪家的品牌也有关,一般刀具上都会有样本标注,我们试18的孔10-12道左右/转,30孔关键是多深,按进给换算成时间就可以
18mm的钻头在摇臂钻床和立式钻床的转数和进给量没有多大的区别。如果是普通碳素钢可以在每分钟200—250转左右选择,进给量可以在每转0.10—0.20mm左右酌情选择。

如果是铜铝等材质较软的工件可以把转数提高到每分钟400—600转左右,进给量每转20—30mm。
18u钻转速180,进给1.6
u钻转速:2600,进给:220。这个打的比较稳。建议2~3小时换一次刀片。U钻是数控车床常用的工具,U钻可直接在工件上加工,无需中心钻打引导孔。U钻钻出的孔精度还是要高一些的,而且光洁度好,尤其是在冷却乳液润滑不通畅时,更加明显,U钻还可以修正孔的位置精度,硬钻的话就不行了,所以也可以把U钻当个过心的膛刀来用。
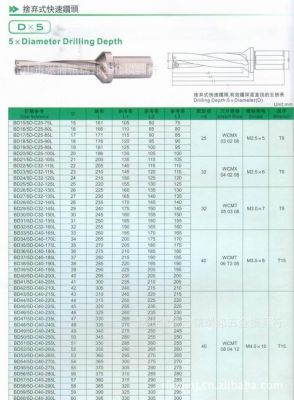
U钻的刚性好,可以采用很高的进给率,而且U钻的加工直径要比普通钻头大的多,最大能达到D50-60mm。
18u钻适合2600转速
u钻转速:2600,进给:220。这个打的比较稳。建议2~3小时换一次刀片。U钻是数控车床常用的工具,U钻可直接在工件上加工,无需中心钻打引导孔。U钻钻出的孔精度还是要高一些的,而且光洁度好,尤其是在冷却乳液润滑不通畅时,更加明显,U钻还可以修正孔的位置精度,硬钻的话就不行了,所以也可以把U钻当个过心的膛刀来用。

到此,以上就是小编对于18钻武器的号值多少钱的问题就介绍到这了,希望介绍的4点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
暂无记录